
A carta de controle é uma ferramenta de suma importância para o acompanhamento da variação de processos. É a partir dela que se garante que não haja qualquer alteração indesejada.
Através deste conteúdo, você estará mais preparado para acompanhar e analisar os resultados dos seus processos, sabendo identificar as falhas e os processos que estão fora do controle. Para isso, abordaremos o que é a carta de controle, suas vantagens, seus tipos e como elaborar o seu próprio gráfico de controle estatístico.
O que é carta de controle?
A carta de controle, comumente chamada de gráfico de controle ou carta de controle estatístico de processo (CEP), é uma ferramenta que faz uso da estatística para analisar a variação de dados em um certo processo. Dessa forma, é possível determinar se as variações dele estão dentro do limite aceitável.
Várias empresas podem utilizar o gráfico de controle, desde que estas apresentem produtos que tenham variações, como variações inerentes em máquinas.
Com a carta de CEP, você poderá analisar se as variações estão dentro do normal e, caso não estejam, sinalizar para a manutenção ou setor responsável que algo está prejudicando a padronização dos produtos.
Vale mencionar que, dentro da carta de controle, encontramos as causas comuns e as causas especiais. As causas comuns são causas de variação que são inerentes ao processo, mas que podem ter redução. Por exemplo, a diferença de trabalho entre dois operários.
Já as causas especiais são variações do processo que extrapolam os limites aceitáveis e que devem acabar. Exemplo disso é um problema na máquina que gera imperfeições na peça.
Quais são as vantagens de utilizar a carta de controle?
Por meio do gráfico de controle, você pode demonstrar que seu processo está estável ao longo de um período estudado, possibilitando a execução de análises de capacidade produtiva. Além disso, visto que a carta de controle permite a fácil comparação entre desvios da média, é possível avaliar resultados de mudanças em seus processos.
Nesse sentido, ao representar visualmente os desvios na linha de produção, a carta de controle possibilita uma rápida identificação de problemas em máquinas ou processos. Assim, é possível aplicar melhorias com mais agilidade, evitando retrabalhos e o envio de produtos irregulares aos seus clientes.
Quais são os tipos de carta de controle?
Antes de aplicar as cartas de controle em seu negócio, devemos entender quais são os tipos de carta de controle, suas características e suas vantagens.
Dessa maneira, existem dois tipos de cartas de controle, sendo eles a carta de controle por variáveis e a carta de controle por atributos. Saiba mais sobre cada um:
Carta de controle por atributos
A carta de controle por atributos é mais simples, pois consiste em apenas identificar visualmente se o processo é satisfatório ou não. Portanto, para fazer uso da carta de controle por atributos, devemos separar os dados que serão analisados em dados referentes a defeitos ou defeituosos. O produto pode ter defeitos, mas só se considera defeituoso caso o cliente não tolere tais defeitos.
Dessa forma, recomenda-se as cartas de controle por atributos para utilização quando se deseja controlar o número ou percentual de itens defeituosos em um determinado total de itens.
Carta de controle por variáveis
A carta de controle por variáveis exige uma medição que supera a simples inspeção visual realizada na carta de controle por atributos. Ou seja, aqui é necessária uma medição mais complexa.
Por exemplo, ao analisar a variação do comprimento de uma peça, a introdução de um método de medição na linha de produção é fundamental para que os dados na carta sejam preenchidos de maneira satisfatória.
Em resumo, para cada característica que se queira estudar (comprimento, espessura, diâmetro, largura, etc), vai ser necessário um conjunto de cartas de controle, uma para a média e outra para a dispersão.
Portanto, as cartas de controle por variáveis são recomendadas quando se tem maneiras de metrificar as variações e um orçamento para implementação de métodos de medição dos produtos.
Como funciona a carta de controle?
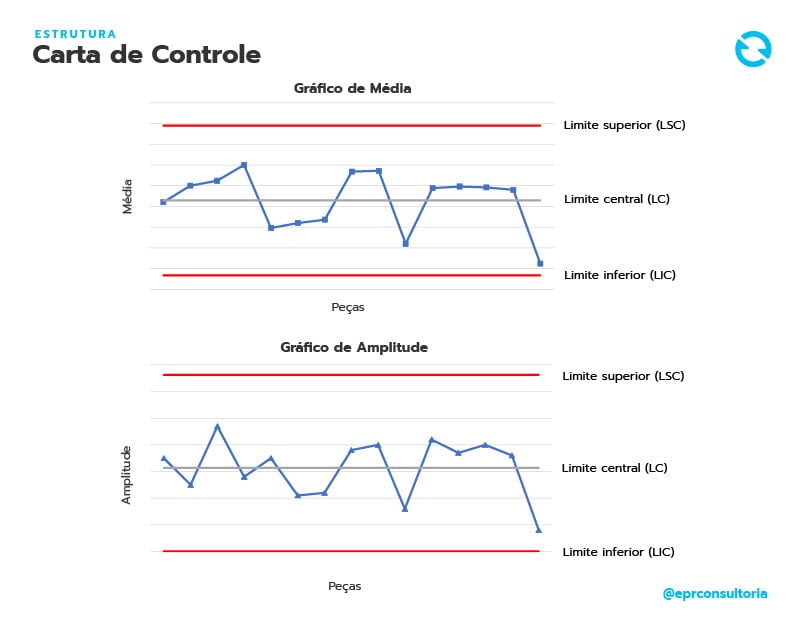
A estrutura das cartas de controle é muito visual, possibilitando uma fácil compreensão dos dados. Dessa forma, contém três estruturas principais, que se refletem em três linhas de referência.
Linha do meio (LC): é a linha referente ao limite central (LC) correspondente a média e se encontra exatamente entre o LSC e o LIC.
Primeira linha (LSC): é a linha referente ao limite superior de controle (LSC) que é correspondente à média mais três vezes o desvio padrão dividido pela raiz do tamanho da amostra (n).
Terceira linha (LIC): é a linha referente ao limite inferior de controle (LIC) que corresponde a média menos três vezes o desvio padrão dividido pela raiz do tamanho da amostra (n).
Como analisar os resultados da carta de controle?
Para analisar os resultados da carta de controle, precisamos resgatar as definições de causas comuns e causas especiais.
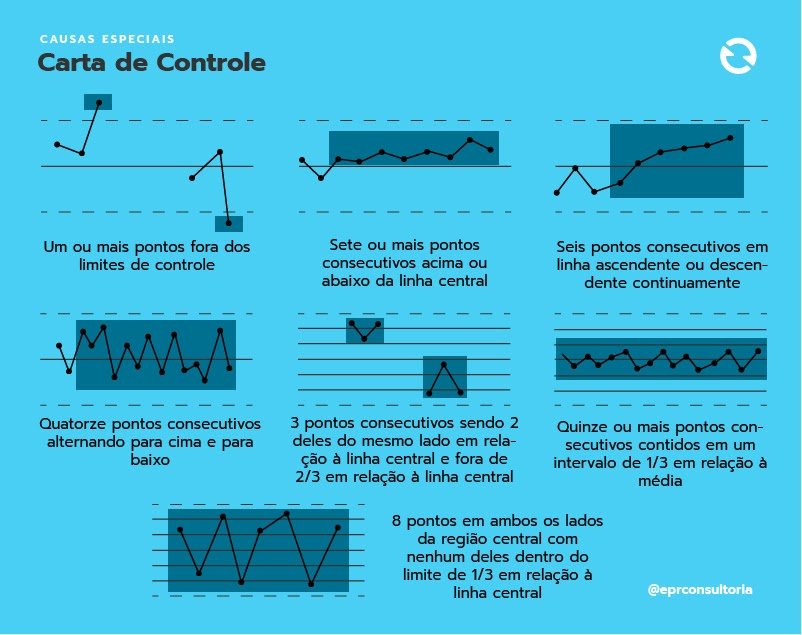
Sendo assim, todas as variações que ocorrem entre o LSC e o LIC são consideradas variações de causas comuns, desde que sejam aleatórias. Logo, todas as variações que ocorrem acima do LSC ou abaixo do LIC são consideradas variações de causas especiais e devem ser solucionadas.
Entretanto, caso haja algum padrão entre as variações (mesmo que estejam dentro dos limites de LSC e LIC), significa que o processo não está conforme e que há a existência de causas especiais. Abaixo estão listados os comportamentos que indicam a existência de causas especiais no processo.
5 ferramentas para utilizar junto a sua carta de controle
A integração da carta de controle com outras ferramentas potencializa sua eficácia, promovendo uma abordagem mais robusta e sistemática para a melhoria contínua dos processos, tanto industriais quanto administrativos.
1. Diagrama de Ishikawa (ou Diagrama de Causa e Efeito):
Este diagrama permite identificar possíveis causas para variações observadas nas cartas de controle.
Quando um processo sai dos limites de controle, o Diagrama de Ishikawa ajuda a estruturar a análise, classificando causas em categorias como: método, máquina, mão de obra, matéria-prima, meio ambiente e medição. Assim, torna-se mais fácil investigar e agir sobre as causas raízes do problema.
Integração prática:
→ Carta de controle identifica uma anomalia → Diagrama de Ishikawa orienta a investigação da causa.
2. Histograma:
O histograma apresenta a distribuição de frequência dos dados coletados no processo. Ele ajuda a compreender a dispersão e a tendência central, sendo útil para avaliar a normalidade dos dados e a variabilidade antes mesmo da implementação da carta de controle.
Integração prática:
→ Histograma revela a forma da distribuição dos dados → Isso auxilia na escolha correta da carta de controle e na interpretação dos resultados.
3. Gráfico de Dispersão:
O gráfico de dispersão é usado para verificar correlações entre variáveis. Se uma variável de entrada influencia a saída do processo, o gráfico de dispersão ajudará a detectar essa relação, sendo fundamental para entender variações identificadas na carta de controle.
Integração prática:
→ Carta de controle indica instabilidade → Gráfico de dispersão ajuda a correlacionar fatores que podem estar impactando o processo.
4. Folha de Verificação:
A Folha de Verificação serve como base para a coleta de dados confiáveis e organizados, que posteriormente alimentarão tanto a carta de controle quanto outras ferramentas, como histogramas ou gráficos de dispersão.
Integração prática:
→ Dados coletados de forma padronizada na folha de verificação garantem maior confiabilidade para análise estatística nas cartas de controle.
5. Fluxograma:
O fluxograma descreve graficamente o fluxo do processo, facilitando a visualização de etapas críticas, pontos de controle e áreas suscetíveis a falhas. Ajuda a identificar onde as medições devem ocorrer e onde aplicar cartas de controle para um monitoramento eficaz.
Integração prática:
→ Fluxograma orienta onde posicionar cartas de controle e outras ferramentas ao longo do processo.
Como elaborar uma carta de controle no Excel?
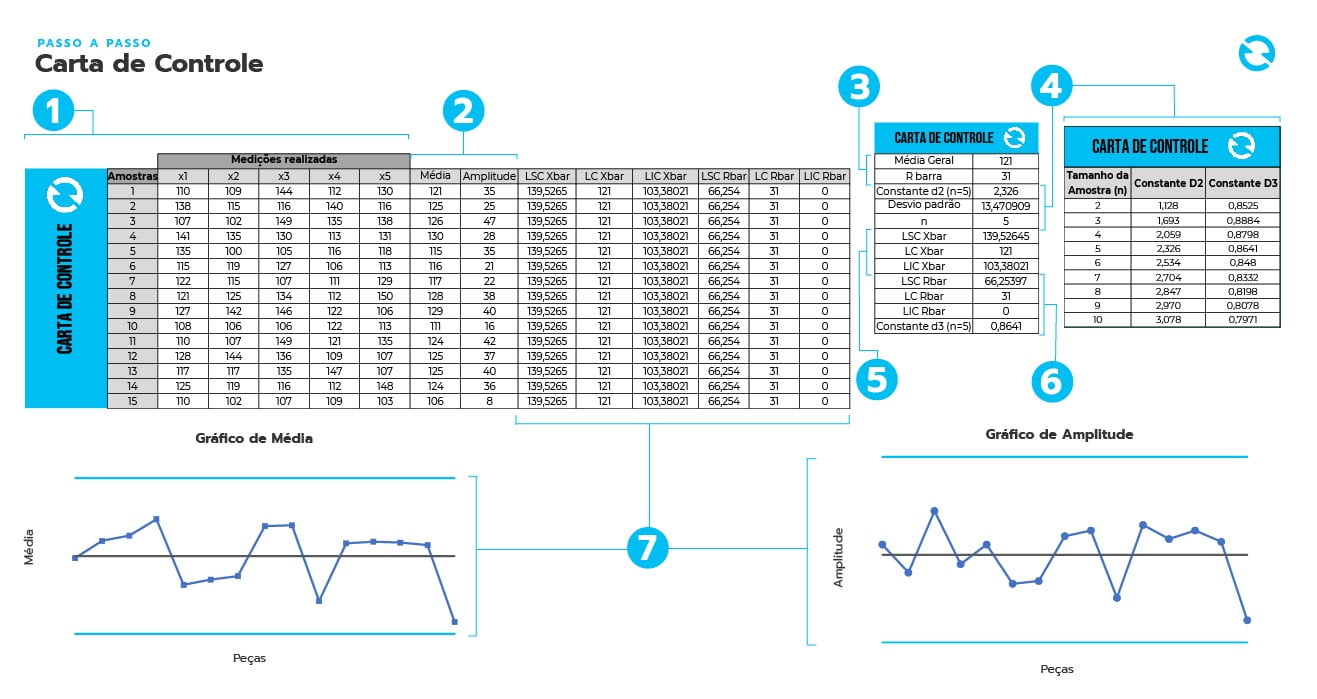
Para criar uma carta de controle pelo Excel, elaboramos um passo a passo em 7 etapas. Confira:
1) Crie uma coluna com a quantidade de amostras e outras colunas com a quantidade de medições que foram feitas nessas amostras.
2) Calcule a média e a amplitude das suas amostras e suas respectivas medições.
3) Calcule a média geral de todo o processo juntamente com a média das amplitudes. A média das amplitudes na carta de controle recebe o nome de R barra (R de “Range”, que significa amplitude em inglês).
4) Calcule o desvio padrão dividindo o R barra por uma constante D2. A constante D2 está tabelada de acordo com o tamanho da amostra e se encontra na figura abaixo.
5) Calcule o limite superior central, o limite central e o limite inferior central da média (X barra).
O LSC é o resultado da média das médias, mais 3 vezes o desvio padrão já calculado dividido pela raiz quadrada de “n” que é a quantidade de medições realizadas, no caso do nosso exemplo esse n=5.
O LC é simplesmente a média das médias.
E, por fim, o LIC é o resultado da média das médias, menos 3 vezes o desvio padrão dividido pela raiz quadrada de “n”, lembrando que “n” é a quantidade de medições realizadas, que no nosso caso foram 5.
6) Calcule o limite superior central, o limite central e o limite inferior central da amplitude (R barra). O LSC é o resultado do R barra (média das amplitudes) mais três vezes a constante D3 vezes o desvio padrão. O LC é o valor do R barra. E, por fim, o LIF é o resultado do R barra (média das amplitudes) menos três vezes a constante D3 vezes o desvio padrão.
Nesse sentido, é muito comum, quando calculamos o LIC do R barra, encontrarmos um valor negativo. Portanto, sempre que isso acontecer, devemos considerar o LIC do R barra zero, visto que não existe amplitude negativa.
Passo final: fazendo a construção do gráfico
O sétimo e último passo para elaborar uma carta de controle é fazer a construção do gráfico. Nesta etapa, portanto, geramos os dois gráficos necessários para a realização das nossas análises. Um será o gráfico das médias das amostras e o outro será o gráfico das amplitudes das amostras.
Gráfico das médias das amostras
Para a realização do primeiro gráfico, crie três colunas ao lado da sua tabela de amostras, sendo uma delas para o LSC Xbar, uma para o LC Xbar e a outra para o LIC Xbar. Abaixo dos títulos coloque os seus respectivos valores.
Enquanto pressiona a tecla CTRL (“control”), selecione a coluna da média, a coluna do LSC Xbar, do LC Xbar e do LIC Xbar com os títulos e clique em inserir gráfico de linhas na aba “inserir” do Excel.
Após seguir esses passos, você terá seu gráfico de controle pronto na sua planilha do Excel. Depois, é só formatar o gráfico ao seu gosto.
Gráfico das amplitudes das amostras
Para a construção do gráfico das amplitudes das amostras o processo é muito parecido. A única diferença é que, ao invés de selecionar a coluna “média” para construir o gráfico, selecionaremos a coluna “Amplitude” e os respectivos limites do R barra.
Sendo assim, crie três colunas ao lado da sua tabela de amostras, sendo uma delas para o LSC Rbar, uma para o LC Rbar e a outra para o LIC Rbar. Abaixo dos títulos, coloque os seus respectivos valores.
Enquanto pressiona a tecla CTRL (“control”), selecione a coluna da amplitude, a coluna do LSC Rbar, do LC Rbar e do LIC Rbar com os títulos e clique em inserir gráfico de linhas na aba “inserir” do Excel. Após seguir esses passos, você terá o gráfico pronto na sua planilha do Excel, como no exemplo de carta de controle abaixo.
A carta de controle é uma ferramenta essencial para qualquer negócio que busca qualidade, padronização e melhoria contínua em seus processos. Ao compreender seus conceitos, tipos e aplicação prática no Excel, você dá um passo importante rumo a uma gestão mais estratégica e orientada por dados. Para facilitar ainda mais a implementação no seu dia a dia, preparamos uma planilha de carta de controle pronta para uso. Clique aqui para acessar a planilha e aplicar agora o que você aprendeu!



